

شما در این مقاله درباره استادبولت می خوانید. استادبولت میلگرد یا مفتول آلیاژی طبق استاندارد است که تماما رزوه شده است و همراه با دو مهره و دو واشر مورد استفاده قرار می گیرد. استاد بولت ها در ابعاد متنوعی تولید می شوند و کاربرد های زیادی دارند. برای اتصال شیرها به خطوط انتقال سیال از استادبولت استفاده می شود.
Stud Bolt
تعریف استادبولت
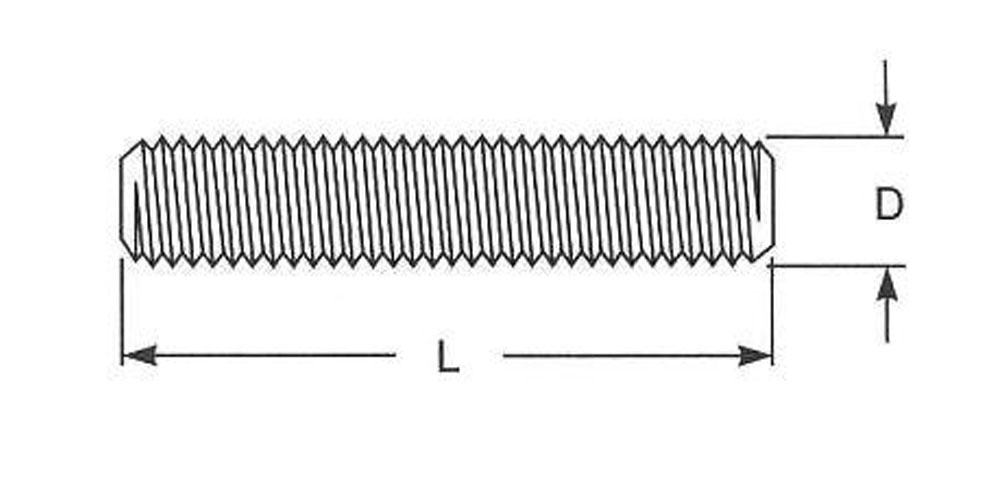
استاد بولت، مفتول رزوه شده ای است که دوسر آن باز است و مانند پیچ گل ندارد و از هر دو سر توسط مهره مونتاژ می شود و در قطرهای مختلف و گرید های متفاوت در صنعت کاربردهای اساسی و حساسی دارد و برای مهار کردن قطعاتی به کار می رود که از هر دو سمت باید محکم شوند. مانند فلنج ها. استاد بولت از هردو سر توسط مهره ی هم کلاس (هم گرید ) مونتاژ می شود. قطر مهره انتخاب شده مکمل استاد بولت در اتصالات برابر با قطر رزوه استاد بولت است. پرکاربرد ترین نوع مهره ای که همراه با استاد بولت ها استفاده می شود، مهره ی واشردار سنگین است. استاد بولت با رزوه اینچی کاربرد بیشتری در صنعت ایران دارد اما استاندارد متریک هم تولید می شود. متریال تایید شده برای ساخت استاد بولت در استاندارد ASTM، بیان شده و به عنوان گرید مطرح می شود. مهره های مورد استفاده همراه استاد بولت باید طبق استاندارد ASTM A 194 و در کلاسهای G4 ,8M ,8 ,2HM ,2H باشند. استاندارد ابعاد این مهره ها نیز در ASME B18.2.2 و ASME B18.1.1 توضیح داده شده است. استاندارد ابعادی واشرهای مکمل قابل استفاده نیز در استاندارد ASME F 436 موجود است. فاصله ابتدا تا انتهای دنده ها همان طول استاد بولت است. واشر ها و مهره هایی که همراه استاد بولت اتصالات را تکمیل می کنند، استانداردهای مربوط به خود را دارند و با واشرها و مهره های متریک مربوط به اتصالات پیچ ها، هم از نظر سایز هم از نظر ضخامت و نیز نوع دنده ها تفاوت دارند.برای افزایش طول عمر و دوام اتصالات و همچنین برقراری مقاومت لازم و کافی در اتصالات فشار قوی انتخاب مهره مناسب با استاد بولت اهمیت زیادی دارد. چنانچه استاد بولت گالوانیزه شود، دقت به این نکته اهمیت دارد که دمای کاری آن کاهش پیدا می کند به عنوان مثال دمای تقریبی فرآیند آبکاری گالوانیزه گرم حدود 415 درجه سلسیوس (780 درجه فارنهایت) است درنتیجه استاد بولت با آبکاری گالوانیزه گرم حداکثر مجاز به استفاده تا دمای 120 درجه سلسیوس (390 درجه فارنهایت) است و در آبکاری کادمیوم که در دمای 320 درجه سلسیوس یا 600 درجه فارنهایت صورت می گیرد کارآیی استاد بولت آبکاری شده در این شرایط حداکثر تا دمای 160 درجه سلسیوس یا 300 درجه فارنهایت خواهد بود. اتصالات اصلی و پر مصرف در صنایع حساسی مانند نفت و گاز و اتصال فلنج ها درپتروشیمی، استاد بولت ها هستند. همچنین مصارف دیگری نیز در ساختمان سازی، خودرو سازی، معدن سازی، ماشین آلات، سیمان سازی، لوله کشی های بزرگ و تجهیزات حفر چاه و.... دارند. استادبولت ها با پیچ های متری از نظر گرید و سختی تفاوت دارند زیرا در تولید استاد بولت ها برای رسیدن به حداکثر سختی وتنسایل، تحت عملیات حرارتی ویژه، حساسیت زیادی به خرج داده می شود.

عوامل مهم در انتخاب استادبولت:
1- دمای کاری محل استفاده استاد بولت
2- فشار بار وارد بر استاد بولت چه از نوع کششی یا خمشی
3- نوع و گرید فلنجی که متصل می شود
دنده استادبولت:
کاربردی ترین نوع رزوه استادبولت به شکل V با زاویه 60 درجه است و استاندارد اینچی ومتریک آن یکسان است .استاد بولت هایی که رزوه درشت ( UNC ) (Unified National Coarse Thread) دارند با سرعت بالاتری مونتاژ می شوند و کاربردهای بیشتری نیز دارند .برای قطعات حساس رزوه ریز (UNF) (Unified National Coarse Thread) استفاده می شود.گریدهای L7M ,L7 ,B16 ,B7 ,B6 ,B5 از فولاد ساده کربنی یا فولادهای آلیاژی ساخته می شوند.گرید های B8M ,B8 جنس استیل دارند گرید 8 برخلاف گرید 7 که دو زیر شاخه دارد، زیر شاخه های گوناگونی دارد.
استاد بولت ها در ابعاد اینچی از 1/4 اینچ تا 4 اینچ در طول های مختلف که در استاندارد معرفی شده تولید می شوند. پوشش های معمول استاد بولت ها در صورت ضد زنگ نبودن عموما از زاج کاری یا همان سیاه کاری و پوشش داکرومات و همچنین پوشش گالوانیزه گرم می باشد.
تولید استاد بولت هم در ایران امکان پذیر است و شما می توانید این محصول را با کیفیت خوب از داخل تامین نمایید. استاد بولت بیشتر در خطوط لوله و پالایشگاه ها مورد استفاده قرار می گیرد.
روش تولید استاد بولت
استاد بولت به روش های صنعتی و نیمه صنعتی تولید می شود. منظورم این است که اگر در دستور کار تولید حجم کار آنچنان باشد که کارخانه تولید کننده طرح و برنامه جامعی برای تولید داشته باشد از روش های بهینه شده برای تولید بهره میبرد. ولی زمانی که تحت یک سفارش تولید انجام بشود که حجم کار بالا نباشد از روش های معمولی اقدام به تولید می گردد که در روش تولید انبوه خواب کالا بیشتر و قیمت تمام شده کمتر و در روش دوم قیمت کالا بیشتر و خواب کالا کمتر خواهد شد. قیمت نهایی محصول تولید شده به عوامل گوناگونی بستگی دارد. میزان سفارش و نوع متریال از مهمترین پارامترهای قیمت تمام شده کالاست.
برای تولید استاد بولت به روش انبوه میلگرد های آلیاژی کشش شده به وسیله دستگاه کشش میلگرد را با دستگاه رولینگ دنده زنی می کنیم و سپس آن را در طول های استاندارد برش میزنیم و بعد از آن پخ مناسب در هر قطر برای استادبولت ها زده می شود و سپس عملیات مارک زنی در یک سر استاد بولت انجام می شود و بعد از آن استاد بولت ها در کوره های گازی مخصوص عملیات حرارتی می شوند. استاد بولت ها در کوره گداخته می شوند و سپس درون آب یا روغن به سرعت سرد می شوند این کار باعث می شود یک سختی یکنواخت در استادبولت ایجاد گردد. بعد از عملیات سخت کاری نوبت به پوشش دهی استاد بولت ها می رسد. استاد بولت هایی زنگ می زنند را حتما باید پوشش دهی کنیم تا در اثر مجاورت با هوای مرطوب یا آب زنگ نزنند. استاد بولت های آماده شده که طبق استاندارد های اینچی یا متریک تولید شده اند را در انبار نگهداری می کنیم تا در صورت نیاز مشتری به سرعت در دسترس ایشان قرار بدهیم.

استادبولت های آلیاژی در مکان های حساس مورد استفاده قرار می گیرند این استادبولت ها تحت فشار زیاد و گاها حرارت غیر مستقیم کار می کنند. کارشناسان برای هر نوع مصرف استادبولت خاص سفارش می دهند.
همانطور که گفتیم استادبولت ها به روش رولینگ تولید می شوند یعنی اینکه دنده زنی روی استادبولت ها به وسیله ابزاری به نام رولینگ که با فشار آوردن قرقره دنده مناسب روی بدنه استادبولت باعث ایجاد دنده می شود این درصورتی است که روش های قدیمی روش های براده برداری بوده که به صرفه نیست و دیگر از آن روش ها استفاده نمی شود.
تی تی بولت تولید کننده استاد بولت آماده دریافت سفارش تولید استادبولت است. شما می توانید درخواست تولید خود را به واحد فروش تی تی بولت اعلام نمایید تا در اسرع وقت زمانبندی و قیمت تولید محصول مورد نظر شما ارسال شود. استاندارد ASTM A193 استانداردی است که در تی تی بولت از آن در جهت تولید استادبولت استفاده می شود.
شما می توانید از طریق این لینک اطلاعات فنی استاندارد ASME B16.5 را دانلود کنید. این استاندارد ها اصول تولید در تی تی بولت است.